An Inside Look at our Materials Science Lab
At Scholle IPN, our state-of-the-art Materials Science Lab helps to strengthen our position as a global leader in flexible packaging solutions. Located at our headquarters in Northlake, Illinois, this fully-equipped lab is staffed by expert scientists with chemistry and engineering backgrounds who develop testing methods supporting all of our locations across the globe, as well as technicians that operate the lab’s sophisticated analytical equipment. The team helps verify and ensure that our products meet goals and regulations and protect customers’ products from filling through final dispensing.
Chad Mueller, Vice President & Chief Technology Officer, oversees the scientific and technical testing efforts here at Scholle IPN. He brings 20+ years of industry experience and a Ph.D. in Polymer Science from Case Western Reserve University to his leadership of the Materials Science Lab in Northlake. “We make sure that our customers’ products are a good fit with the packaging,” says Mueller. “What we’re seeing (in the market) is a lot of our customers are getting leaner and leaner. So for testing–that in the past they may have done themselves–they’re now becoming more and more reliant on us.”
 Stacey Berger, Materials Science Facility Lab Manager, supervises the daily work and staff of the Materials Science Lab. She brings 11 years’ experience in the Materials Science Lab, and is in her last semester of a Masters in Food Science from the University of Illinois. “Our work in the Materials Science Lab is important because it makes sure that our products are safe and reliable for our customers,” says Berger.
Stacey Berger, Materials Science Facility Lab Manager, supervises the daily work and staff of the Materials Science Lab. She brings 11 years’ experience in the Materials Science Lab, and is in her last semester of a Masters in Food Science from the University of Illinois. “Our work in the Materials Science Lab is important because it makes sure that our products are safe and reliable for our customers,” says Berger.
Unique and Fully-Equipped Lab
The Materials Science Lab houses a variety of equipment designed to test the functionality of Scholle IPN’s film, bags, fitments, and pouches. Bags are put through application tests that mimic real world conditions, such as the vibration table test. “This is a rapid test looking at how a product will stand up to rigors of distribution,” explains Mueller. “Rather than shipping samples thousands of miles across the country, you can put it on the shaker table and get results in a day, in a controlled environment.”
Other material durability analysis includes tests like Gelbo Flex Resistance, which assesses barrier properties and hole propagation following flexing, and drop testing, which ensures a bag’s perimeter seals can withstand strong impact. Barrier film goes through tensile, elongation, tear, and puncture tests to see how much force is needed to break or deform a bag.
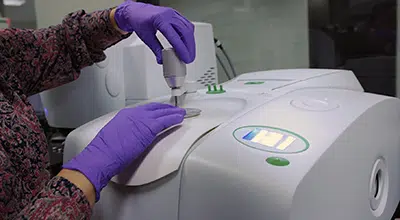
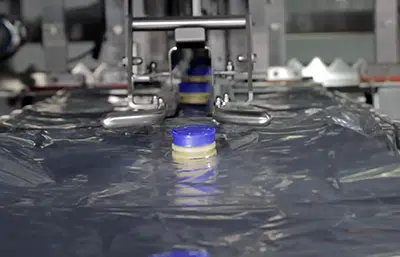 The Materials Science Lab also has a pilot line with the capability to create and test trials of film with up to nine layers before it is brought into full production. Evacuation tests ensure as much product as possible is being evacuated from the bag. OTR (oxygen transmission rate) tests measure how much oxygen can permeate the package. Fitment testing simulates what a fitment goes through when a bag is filled—being uncapped and re-capped—and makes sure that there are no leaks between the spout and cap.
The Materials Science Lab also has a pilot line with the capability to create and test trials of film with up to nine layers before it is brought into full production. Evacuation tests ensure as much product as possible is being evacuated from the bag. OTR (oxygen transmission rate) tests measure how much oxygen can permeate the package. Fitment testing simulates what a fitment goes through when a bag is filled—being uncapped and re-capped—and makes sure that there are no leaks between the spout and cap.
“Testing is all about determining fitness for use,” Berger explains. “We develop our tests by looking at what our products go through—our customer’s process, the distribution process, all the way to the end user. It’s about distilling that whole process down to a few tests we can do in the lab that will determine that fitness for use, and do it in a timely fashion.”
Four Project Types
All the work done in the Materials Science Lab can be broken down into four types of projects. “I like to say that the four areas we cover are R&D, Manufacturing Support, Commercial Support, and Quality Support,” explains Mueller.
1. Research and Development (R&D)
This type covers a majority of the work of the Materials Science Lab. “Really this just means anything new,” explains Berger. “Whether it’s something we think might save costs, such as downgauging a material, or it’s a brand new type of customer, we have a multitude of different tests to support our R&D efforts.”
 “Every R&D project goes through at least two or three iterations,” says Mueller. “So take a new fitment for example: the first shots come out of the mold, it goes to the Materials Science Lab, and we find out that the functional forces are too high or too low, or that we’re not getting proper hermetic seals. So it goes back, the team makes modifications to the mold, and then it comes back to the Lab. This developmental loop is inherent in every innovation process. At the beginning of every R&D project, specifications are set for performance, and the team continues refining the product until it hits the specification goal.”
“Every R&D project goes through at least two or three iterations,” says Mueller. “So take a new fitment for example: the first shots come out of the mold, it goes to the Materials Science Lab, and we find out that the functional forces are too high or too low, or that we’re not getting proper hermetic seals. So it goes back, the team makes modifications to the mold, and then it comes back to the Lab. This developmental loop is inherent in every innovation process. At the beginning of every R&D project, specifications are set for performance, and the team continues refining the product until it hits the specification goal.”
“This refining is ultimately about product protection,” Mueller says. “Whether the lab is measuring for abuse resistance or validating an expected shelf life, the Materials Science Lab team works to make sure the product maintains quality throughout that time.” The team will often perform taste panel tests to help quantify issues of quality. “For pouches, we’ve been looking at color retention,” Mueller explains. “Does the product stay the same color it was when it was packed? Does it retain Vitamin C, D, and other nutrients? And what does that performance look like from the date of filling all the way through the end of shelf-life?”
2. Manufacturing Support
This type of project covers anything a manufacturing plant may need to know and measure before making changes to a product or process.
“We do a lot of continuous improvement projects,” explains Mueller, “as well as expansion projects. So a plant might want to make a bag on a new machine, or a film on a new line. A lot of the testing done in the Materials Science Lab is to determine whether the stuff off the new line is equivalent to what we were doing before, and that it meets the required specifications.”
Berger adds, “If a plant wants to change a mold used for injection molding, or make tooling changes, we have tests and a qualification process to make sure these changes won’t affect the product quality and standards.”
3. Commercial Support
 This type of project involves helping enable customers to find the right solutions for their products. Mueller says, “It could be working with the Packaging Applications team, it could be working with our commercial staff, or it could be working directly with customers.” Commercial support covers a variety of tests done to observe compatibility between customers’ products, dispensers, and the packaging materials.
This type of project involves helping enable customers to find the right solutions for their products. Mueller says, “It could be working with the Packaging Applications team, it could be working with our commercial staff, or it could be working directly with customers.” Commercial support covers a variety of tests done to observe compatibility between customers’ products, dispensers, and the packaging materials.
We have a broad portfolio of products, and customers are often looking to expand into new markets for their product. Cold brew coffee in bag-in-box is one example of a newly expanding market, and as Mueller explains, “testing would involve putting cold brew coffee into our products to make sure it’s compatible with the films, that there’s no degradation of performance—it’s really doing all the work to confirm that it’s a good fit for the product, the process, and the customer’s application.”
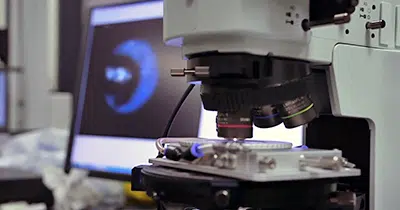
Another type of commercial support work is what Berger calls competitive analysis. “We have equipment that can analyze resin samples from materials that we didn’t create. So we can take material from a competitor, break down that material and find out what’s in it. This helps help our customers because we understand what their competitors are offering, as well as how we can compete and price our products more accurately,” explains Berger.
4. Quality Support
 Another way to think of quality support is investigating customer complaints. Berger explains, “We help customers to look at what went wrong, and figure out what might have happened and where it might have happened. We take any information we can from the customers—which usually comes through our Packaging Applications team bringing samples to the lab—and we analyze to figure out what went wrong. Then we can determine if it’s an issue that we can correct, like a bag-making issue, or if it’s something that happened on the filling machine while the bag was being filled, or something that happened while at the end user.” This type of work helps correct errors, support customers, and keep our product quality high.
Another way to think of quality support is investigating customer complaints. Berger explains, “We help customers to look at what went wrong, and figure out what might have happened and where it might have happened. We take any information we can from the customers—which usually comes through our Packaging Applications team bringing samples to the lab—and we analyze to figure out what went wrong. Then we can determine if it’s an issue that we can correct, like a bag-making issue, or if it’s something that happened on the filling machine while the bag was being filled, or something that happened while at the end user.” This type of work helps correct errors, support customers, and keep our product quality high.
Continuous Improvement
 One of Scholle IPN’s 5 Core Values is an ongoing commitment to continuous improvement and innovation. As the company’s capabilities and types of clients continue to expand, Berger strives to keep the Materials Science Lab up to speed.
One of Scholle IPN’s 5 Core Values is an ongoing commitment to continuous improvement and innovation. As the company’s capabilities and types of clients continue to expand, Berger strives to keep the Materials Science Lab up to speed.
“Pouches are fairly new for us,” she explains, “so we’re trying to get different types of equipment that can support the testing we need for pouches. One thing that I’m looking into—and they already have this equipment down at our facility in Peachtree City where we make our pouches—is pressure decay testing for a full pouch. This is to make sure there are no leaks anywhere on the pouch, whether around the spout that’s sealed in, or from any of the perimeter seals.”
“Also, our tooling room is great at helping us get any sort of fixtures we need for something new that we’ll be testing,” Berger continues. “Because of this, we are able to test oxygen transmission rates on our pouches and spouts with tooling they designed specifically for pouches.”
Contact us to find out more about our Material Science Lab or our wide variety of products for flexible packaging.